Elementy fototrawione w praktyce modelarskiej
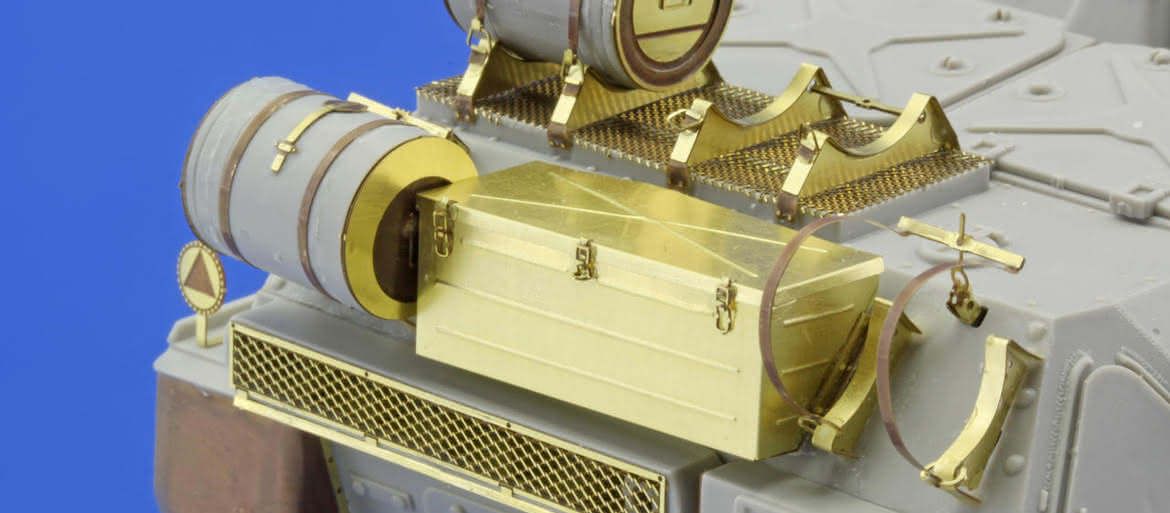
 Model z elementami fototrawionymi. (Eduard)
Model z elementami fototrawionymi. (Eduard)
Modele multimedialne ? określenie to oznacza zestawy zawierające elementy wykonane w różnych technologiach. Do podstawowych modeli z kartonu, drewna lub plastiku producenci coraz częściej dołączają elementy metalowe, żywiczne, specjalne edycje kalkomanii etc. Chcąc je prawidłowo wykorzystać, modelarze muszą wykazać się odpowiednimi umiejętnościami. Dla tych, którzy chcieliby je posiąść, dedykowany jest poniższy cykl.
Elementy fototrawione
Sposób przygotowywania elementów modeli z tworzyw sztucznych jest coraz bardziej udoskonalany. Jednak nawet zastosowanie cyfrowego projektowania matryc wtryskowych nie zlikwiduje podstawowej wady tej technologii ? braku możliwości wykonania bardzo cienkich elementów. Najbardziej widoczne jest to w przypadku odwzorowania np. cienkich blach lub kątowników na modelach pojazdów. Element, który w skali 1:35 ma 1 mm grubości, w rzeczywistości miałby 35 mm. W najbardziej chyba popularnej skali lotniczej 1:72 taki sam element w oryginale miałby 72 mm. Dla wielu modelarzy jest to nie do zaakceptowania, dlatego dążąc do zgodności z oryginałem, wykonywali drobne elementy z folii aluminiowej lub blaszki miedzianej. Wiązało się to ze skomplikowaniem prac i długotrwałym montażem. Problem ten rozwiązało wprowadzenie na rynek firmowych (np. Aber, Eduard) elementów fototrawionych. Są to cienkie blaszki, najczęściej z mosiądzu lub miedzi, na których w procesie fotolitografii odwzorowano szereg elementów waloryzujących. Masowo produkowane, stosunkowo tanie, pozwalają na znaczną poprawę wyglądu modeli ? wymianę części źle lub niestarannie odwzorowanych oraz uzupełnienie pominiętych. Oczywiście i tu czasami zdarzają się pomyłki, np. w zestawie znajduje się kierownica (czy widział ktoś w oryginale płaskie ?kółko??!). Elementy fototrawione stosowane są (i dodawane) również w modelach kartonowych oraz drewnianych.Na rynku mamy dwie podstawowe grupy zestawów fototrawionych. Najliczniejsza to zestawy przygotowywane do konkretnych modeli danego producenta. Druga grupa to części uniwersalne, stosowane najczęściej podczas budowy dioram. I tak w ofercie mamy bramy i furtki, druty kolczaste, liście drzew, zapory drogowe, znaki etc. Wszystkie zestawy producenci uzupełniają szczegółowymi instrukcjami: co i jak uformować oraz gdzie zamontować na modelu.
Przygotowanie i wykorzystanie elementów fototrawionych wymaga zastosowania odpowiednich narzędzi i sposobów obróbki. Absolutnie niezbędne są ? precyzyjna pęseta, ostry nożyk i narzędzie, którym będziemy mogli zaginać blachy. Przydadzą się też nożyczki, niewielki pilnik do metalu, lupa, drobnoziarnisty papier ścierny, wiertła i ostra igła.
Elementy fototrawione zebrane są w prostokątne płytki. Poszczególne części oddzielamy nożykiem, przy czym płytka musi leżeć na twardej podkładce. Brak podkładu wiąże się z możliwością pogięcia krawędzi elementów. Części można też odcinać nożyczkami. W każdym przypadku należy dążyć do tego, by metalowe języczki (pozycjonujące elementy w płytce) były odcinane jak najbliżej danej części, lecz bez jej uszkodzenia. Jest to szczególnie istotne w przypadku elementów bardzo małych, te większe można dodatkowo oszlifować.
Kształtowanie elementów fototrawionych jest stosunkowo łatwe, bowiem są one do tego odpowiednio przygotowane. Te, których fragmenty mają mieć kształt łuku, są najczęściej podtrawione. Cieńsza warstwa metalu ułatwia jego formowanie. Odpowiednie wygięcia najwygodniej jest uzyskać, stosując ? jako kopyto ? wiertło o wymaganej średnicy.
Miejsca, w których element ma być zagięty pod kątem ostrym, sygnalizuje cienka linia, która jest również podtrawiona. Małe elementy można wyginać przy pomocy pęsety. Te większe wymagają odpowiedniego narzędzia, tak by linia gięcia była równa i jednakowa na całej długości. W sklepach modelarskich można kupić specjalne zaginarki, które doskonale nadają się do formowania różnego rodzaju długich kształtowników, pokryw etc. W przypadku elementów bardzo długich do mocowania wykorzystujemy krawędź boczną lub tylną zaginarki. Alternatywą dla tego dość drogiego sprzętu jest zastosowanie suwmiarki. Jej precyzyjne i równe szczęki pozwalają uchwycić i perfekcyjnie zagiąć większość z blaszek.
[caption id="attachment_5675" align="alignleft" width="300" caption="Płytka ?fototrawionek?. (Eduard)"] [/caption]
[/caption]
Na elementach fototrawionych bardzo łatwo można odwzorować przetłoczenia. W wybranych miejscach producent robi stosowne, z reguły owalne podtrawienia ? ich siatka jest widoczna od ?lewej strony? blaszki. Prowadząc w nich końcówkę wkładu od długopisu (zakończonego kulką), formujemy wypukłości. Podczas tłoczenia część powinna leżeć na twardej i płaskiej powierzchni. Przygotowanie przetłoczeń może lekko zdeformować element, prostujemy go delikatnie w palcach. W podobny sposób można uformować większe wypukłości np. włazów czołgowych. Do ich przygotowania należy wykorzystać niewielką kulkę z łożyska. Sposób wykonania jest bardzo podobny, kulkę przetaczamy w obszarze podtrawienia do momentu uzyskania wymaganego kształtu.
Czasami zdarza się, że blacha zastosowana przez producenta jest bardzo twarda i mimo podtrawień trudno ją formować. Należy ją wtedy wyżarzyć np. nad palnikiem gazowym i pozwolić spokojnie wystygnąć. Tak przygotowany materiał będzie bardziej plastyczny.
Montaż elementów fototrawionych możliwy jest na dwa sposoby: klejenie klejem cyjanoakrylowym albo lutowanie. Obie techniki mają swoje zalety i wady. Klejenie jest łatwiejsze, tańsze, umożliwia łączenie metalu z tworzywem, ale spoina ma mniejszą wytrzymałość. Lutowanie jest trudniejsze, droższe i stosunkowo skomplikowane, ale połączone w ten sposób części wytrzymują bardzo wiele. Rozwiązanie to należy stosować wyłącznie do łączenia elementów metalowych między sobą, w przypadku dużych części (np. błotniki czołgowe). Autor w praktyce stosuje tylko klejenie i w jego mniemaniu jest to rozwiązanie wystarczające. Zwłaszcza że ma jeszcze jedną zaletę ? połączone w ten sposób elementy można, bez ich uszkodzenia, rozkleić. Stosuje się do tego tzw. debonder (rodzaj rozpuszczalnika do cyjanoakryli). Zakraplamy go w wybranym miejscu i po chwili możemy delikatnie rozłączyć elementy. W ten sposób mamy szansę poprawić element źle przyklejony lub źle uformowany bez konieczności jego odrywania oraz nadmiernego wyginania. Lutowanie niestety nie daje takich możliwości ? zawsze pozostaną resztki cyny na łączeniu.
Bardzo ważny jest dobór odpowiedniego kleju. Jedne działają szybciej, dając mniej czasu na poprawne ustawienie elementów, inne wiążą wolniej, pozwalając na korektę, ale spowalniając cały montaż. Fundamentalnym elementem podczas pracy z ?fototrawionkami? jest dobranie odpowiedniej ilości kleju. Zbyt mała zastygnie szybko i może dobrze nie połączyć elementów. Zbyt duża może się rozlać, zatrzeć drobne szczegóły (klej działa wtedy jak szpachlówka) i stworzyć nierówności, które po pomalowaniu będą szpeciły model. Ale uwaga ? nadmiar kleju można spróbować usunąć debonderem. I na koniec jeszcze jedna zasada. Klejami cyjanoakrylowymi nie powinno się kleić elementów przeźroczystych, mogą bowiem spowodować ich zadymienie, czyli powstanie mlecznego osadu.
[caption id="attachment_5676" align="alignleft" width="300" caption="Profesjonalna zaginarka do elementów fototrawionych."] [/caption]
[/caption]
Podczas klejenia spoiwo nanosimy na jeden z łączonych elementów i dostawiamy go w wybranym miejscu do drugiego. Klej powinien wciągnąć się (włosowatość) w szczelinę między nimi. Jeżeli element jest bardzo mały, nanosimy kroplę kleju na kawałek płytki plastikowej i w niej zwilżamy brzeg chwyconego pęsetą fragmentu. Można też zestawić oba łączone elementy, a spoiwo nanieść na czubku igły.
Jeśli chcemy elementy fototrawione lutować, należy je dobrze odtłuścić. Konieczne jest zastosowanie pasty lutowniczej (bezkwasowej!), a do podgrzewania łączonych elementów zastosowanie lutownicy z regulacją temperatury lub mikropalnika gazowego. Trzeba przy tym pamiętać, że blaszka wcześniej przegrzana, wyżarzona i pokryta warstwą tlenków lutuje się bardzo kapryśnie.
Malowanie wymaga szczególnej ostrożności. Modele z ?blaszkami? powinny być barwione natryskowo, cienką warstwą farby. Operowanie pędzlem może spowodować uszkodzenia lub oderwanie drobnych elementów. Może też być przyczyną niedomalowania zakamarków powyginanych blach.